
- SPITZE
- Grundlagen der CAE
- Teil 5: Materialdaten für die Spritzgussanalyse
Serie: Grundlagen der CAE-Analyse für das Kunststoffproduktdesign
Teil 5 Materialdaten für die Spritzgussanalyse
In diesem Teil erläutern wir die Materialdaten (rheologische Eigenschaften, thermische Eigenschaften, PVT-Eigenschaften usw.), die für die Spritzgussanalyse verwendet werden.
2023.02.21

Inhalt
Einführung
Bei der Spritzgussanalyse hängt die Genauigkeit der Analyse stark von der Genauigkeit der Materialdaten ab. Im Allgemeinen basieren die Berechnungen auf den in der Datenbank der Analysesoftware registrierten Materialeigenschaftsdaten, aber es muss auf die Zuverlässigkeit der Materialdaten geachtet werden. Die Analysesoftware wird mit einem Messbericht der Materialdaten geliefert, daher muss vor der ersten Analyse geprüft werden, ob der Messbericht zuverlässig genug ist. In diesem Artikel erläutern wir die Elemente und Inhalte der Materialdaten, die bei der Spritzgussanalyse verwendet werden.
Werkstoffdaten
■ Rheologische Eigenschaften
Rheologie ist die Lehre von den Verformungs- und Fließphänomenen von Objekten. Die Rheologie beschäftigt sich mit Eigenschaften, die zwischen denen von Feststoffen und Flüssigkeiten liegen.
Da Harz aus viskoelastischen Polymermaterialien besteht, ist es bei niedrigen Temperaturen oder hohen Geschwindigkeiten hart, aber spröde, und bei hohen Temperaturen oder niedrigen Geschwindigkeiten zähflüssig und weich, wodurch es zu bleibenden Verformungen neigt.
Viskosität stellt die Klebrigkeit einer Flüssigkeit dar. Wenn die Viskosität hoch ist, ist sie dick und schwer zu fließen, und wenn sie niedrig ist, ist sie glatt und leicht zu fließen. Die Rheologie ist für die Handhabung der Viskosität erforderlich. Auch die Schergeschwindigkeit (Schergeschwindigkeit) ist ein Wert, der die auf ein Objekt ausgeübte Belastung angibt.
・Viskositätsdaten
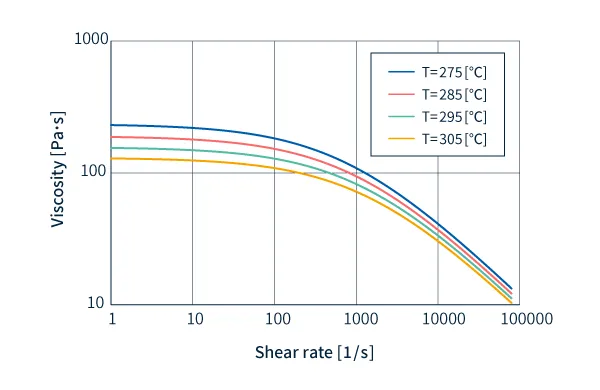 Abb. 1 Viskositätsdaten (Polyamidharz „LEONA™ 1402S“)
Abb. 1 Viskositätsdaten (Polyamidharz „LEONA™ 1402S“)
Abb. 1 zeigt die Schergeschwindigkeitsabhängigkeit (Fließkurve), wobei die Viskosität auf der vertikalen Achse und die Schergeschwindigkeit auf der horizontalen Achse dargestellt sind. Sie wird zur Bewertung der Viskosität von Materialien in CAE-Analysen verwendet. Harze sind temperatur- und schergeschwindigkeitsabhängig hinsichtlich der Schmelzviskosität. Mit anderen Worten: Da sich die Viskosität je nach Schergeschwindigkeit und Temperatur ändert, ändert sich die Fließfähigkeit je nach Fließverhalten des Harzes, was zur Bewertung der Formbarkeit erforderlich ist.
・MFR (Schmelzmassenfließrate)
Die Schmelzmassenfließrate ist ein numerischer Wert, der die Fließfähigkeit von geschmolzenem Kunststoff bewertet. Die Messmethode besteht darin, geschmolzenen Kunststoff in einen Zylinder zu geben, ihn unter konstanten Temperatur- und Lastbedingungen mit einem Kolben aus einer Düse zu drücken und die in 10 Minuten austretende Masse zu messen. Je höher die Zahl, desto höher die Fließfähigkeit beim Schmelzen, was darauf hinweist, dass es leicht fließt (gute Formbarkeit).
Bei Vergleichen ist Vorsicht geboten, da Temperatur und Belastung zum Zeitpunkt der Messung je nach Harztyp in den Materialdaten unterschiedlich sein können. Es ist wichtig, die Fließfähigkeit im Bereich geringer Scherung und die Daten beim tatsächlichen Formen zu vergleichen und zu untersuchen.
■ Thermische Eigenschaften (thermische Eigenschaften)
Verschiedene Kunststoffarten haben unterschiedliche thermische Eigenschaften. Darüber hinaus müssen wir berücksichtigen, dass sich diese mit der Temperatur ändern.
· Spezifische Wärme
Die spezifische Wärme ist die Wärmemenge (Energie), die erforderlich ist, um die Einheitstemperatur einer Substanz mit Einheitsmasse zu erhöhen. Sie ist ein Index, der ausdrückt, wie leicht sich ein Objekt erwärmen lässt und wie schwer es sich abkühlt. Sie beeinflusst die Geschwindigkeit, mit der sich die Temperatur ändert.
Als Messmethode dient der internationale Standard „ISO11357-4 Kunststoffe – Differenz-Scanning-Kalorimetrie (DSC)“.
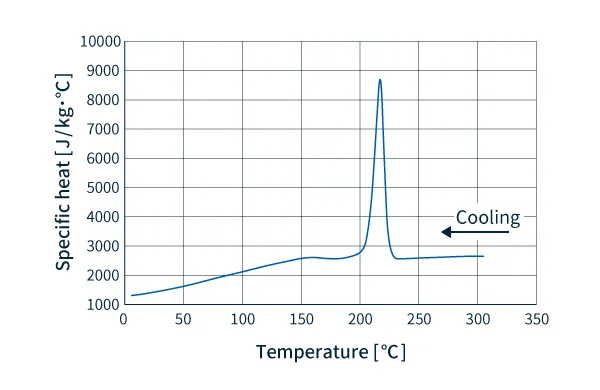 Abb. 2 Spezifische Wärmedaten (Polyamidharz „LEONA™ 1402S“)
Abb. 2 Spezifische Wärmedaten (Polyamidharz „LEONA™ 1402S“)
・Übergangstemperatur
Die physikalischen Eigenschaften von Harzen ändern sich nicht proportional zur Temperatur, aber sie haben die Eigenschaft, ihre Materialeigenschaften in einem bestimmten Temperaturbereich abrupt zu ändern. Der Temperaturbereich, in dem eine plötzliche Änderung auftritt, wird als Übergangstemperatur bezeichnet, und insbesondere die Temperatur, bei der der geschmolzene Zustand in den festen Zustand (Glaszustand) übergeht, wird als Glasübergangstemperatur bezeichnet. (Teil 2, Wichtige Punkte der Kunststoff-CAE „1. Kunststoffarten [Thermoplaste]“)
Als Messmethode dient der internationale Standard „ISO11357-3 Kunststoffe – Differenzial-Scanning-Kalorimetrie (DSC)“.
・Auswerfbare Temperatur
Die Temperatur, bei der das geformte Produkt aus der Form entfernt werden kann. Nach dem Abkühlen wird das geformte Produkt mit einem Auswerferstift entfernt. Wenn die Temperatur jedoch nicht ausreichend sinkt, besteht die Gefahr einer Verformung.
· Wärmeleitfähigkeit
Die Wärmeleitfähigkeit ist ein Wert, der die Wärmeübertragungsrate pro Längeneinheit und Temperatureinheit angibt. Je höher die Wärmeleitfähigkeit, desto einfacher ist die Wärmeleitung. Im Allgemeinen ist die Wärmeleitfähigkeit von Harz gering, aber die Wärmeleitfähigkeit beeinflusst die Formbarkeit beim Formgebungsprozess, bei dem Harz geschmolzen und in eine Form gegossen wird. Kunststoffe sind temperaturabhängig, wobei sich die Wärmeleitfähigkeit um die Schmelztemperatur und die Kristallisationstemperatur herum ändert, was ein wichtiger Faktor bei der CAE-Analyse ist.
Als Messmethode dient die internationale Norm „ISO22007-2 Transient plane heat source (hot disk) method“.
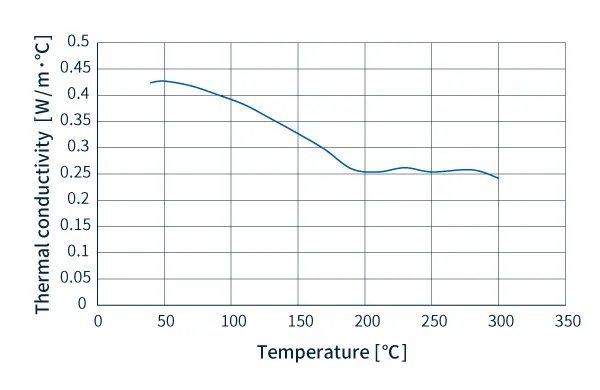 Abb. 3 Wärmeleitfähigkeitsdaten (Polyamidharz „LEONA™ 1402S“)
Abb. 3 Wärmeleitfähigkeitsdaten (Polyamidharz „LEONA™ 1402S“)

■ PVT-Eigenschaften
Beim Spritzgießen von Harz wird das Harz unter hoher Temperatur und hohem Druck in eine kalte Form gespritzt und schnell abgekühlt, bis es fest ist. Zu diesem Zeitpunkt tritt aufgrund der Abkühlung eine Volumenreduzierung (Kontraktion) auf. Diese Verhaltensänderung [P (Druck) - V (Volumen) - T (Temperatur)]-Beziehung während der Abkühlung wird als PVT-Eigenschaft bezeichnet. Schrumpfung beim Harzformen beeinträchtigt nicht nur die Maßgenauigkeit, sondern verursacht auch Formfehler wie Einfallstellen und Verzug aufgrund ungleichmäßiger Schrumpfung.
Zu den PVT-Merkmalsmessverfahren gehören das Kolbenverfahren und das Quecksilberverfahren. Beim Kolbenverfahren wird geschmolzenes Harz in ein Probenröhrchen gegeben und mit einem Kolben unter Druck gesetzt, und Druck- und Temperaturänderungen werden zu diesem Zeitpunkt gegenüber dem spezifischen Volumen gemessen. Bei diesem Verfahren können aufgrund von Schrumpfung Lücken auftreten, sodass manchmal das Versiegelungsflüssigkeitsverfahren (Quecksilberverfahren) verwendet wird, bei dem Quecksilber eingekapselt und hydrostatischer Druck auf die Probe ausgeübt wird.
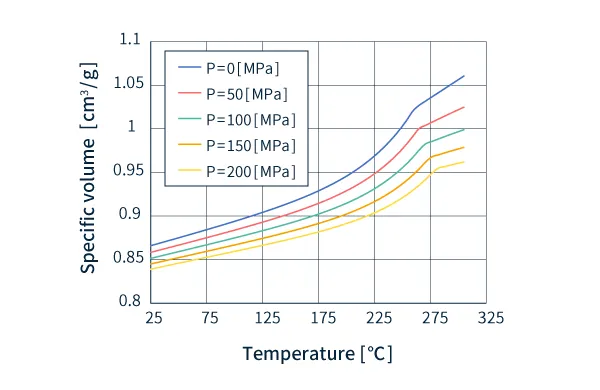 Abb. 4 PVT-Eigenschaftsdaten (Polyamidharz „LEONA™ 1402S“)
Abb. 4 PVT-Eigenschaftsdaten (Polyamidharz „LEONA™ 1402S“)
■ Schrumpfeigenschaften
Die PVT-Eigenschaften führen dazu, dass das Harz schrumpft, jedoch nicht gleichmäßig. Schwankungen beim Schrumpfen können zu Formfehlern wie Einfallstellen, Verziehen und Verformungen führen. Die Formschrumpfungsrate variiert in Abhängigkeit von verschiedenen Faktoren wie der Dicke und Form des geformten Produkts.
Daher sind die Schrumpfungseigenschaften die Daten, die die Genauigkeit der Harzschrumpfungsanalyse erhöhen, indem sie die erhaltene volumetrische Schrumpfung in Schrumpfung in der Ebene und Schrumpfung der Plattendicke, Fließrichtung und senkrechte Fließrichtung sortieren.
■ Materialeigenschaften
Physikalische Eigenschaften sind die physikalischen Eigenschaften von Materialien. Die Kenntnis physikalischer Eigenschaften wie Dichte und spezifisches Gewicht ist bei der Auswahl von Kunststoffmaterialien wichtig.
Bei CAE-Analysen werden insbesondere der Elastizitätsmodul und die Poissonzahl zur Untersuchung von Materialspannungen benötigt.
· Elastizitätsmodul
Der Elastizitätsmodul wird auch als Längsmodul (Dehnungsmodul) bezeichnet. Es handelt sich dabei um einen Koeffizienten, der das Verhältnis zwischen Spannung und Dehnung eines Objekts angibt, wenn an dem Objekt ein Zugversuch durchgeführt wird.
・Poissonzahl
Die Poissonzahl ist das Verhältnis der Dehnung in Längs- und Querrichtung, das auftritt, wenn auf ein Objekt eine Kraft ausgeübt wird. Da der Elastizitätsmodul ein Modul in Längsrichtung (Zugrichtung) ist, kann die Querrichtung aus der Poissonzahl ermittelt werden und die physikalischen Eigenschaften des Materials wie Spannung und Dehnung des Objekts können ermittelt werden. Die Änderungsrate ist je nach Material unterschiedlich. Sie ist für die Festigkeitsberechnung usw. in der CAE-Analyse erforderlich.
・Linearer Ausdehnungskoeffizient
Der lineare Ausdehnungskoeffizient ist die Ausdehnungs- und Kontraktionsrate pro Längeneinheit eines Objekts bei einer Temperaturänderung.
Objekte dehnen sich aus oder ziehen sich zusammen, wenn sich ihre Temperatur ändert. Da der Grad der Spannung je nach Material variiert, entsteht thermische Spannung aufgrund unterschiedlicher Ausdehnungs- und Kontraktionsgrade bei Teilen, die durch Verbinden verschiedener Materialien hergestellt werden, was zu Verformungen und Rissen führt. Der lineare Ausdehnungskoeffizient muss beim Entwurf von Teilen berücksichtigt werden, die Harz und Metall oder verschiedene Harzarten verbinden.
Zur Füllstoffverstärkung
Füllstoffe erhöhen beispielsweise die Festigkeit und Hitzebeständigkeit, wenn sie Harzen zugesetzt und eingemischt werden. Typische Beispiele sind Füllstoffe auf Faserbasis wie Kohlefaser und Glasfaser. Durch die Zugabe eines Füllstoffs auf Faserbasis verringern sich die Formschrumpfung und der lineare Ausdehnungskoeffizient. Andererseits orientieren sich Fasern eher in Fließrichtung und ihre Eigenschaften ändern sich, beispielsweise durch eine erhöhte Anisotropie.
·Mischungsverhältnis
Auch die physikalischen Eigenschaften verändern sich, je nachdem, wie viel Füllstoff dem Harz beigemischt wird. Je höher der Füllstoffanteil, desto höher die Funktionalität (elektrische Leitfähigkeit, Wärmeleitfähigkeit etc.), allerdings nimmt die Formbarkeit tendenziell ab und die Verarbeitung wird schwieriger.
Es ist wichtig zu wissen, wie viel Füllstoff das von Ihnen verwendete Material enthält.
·Seitenverhältnis
Bei stäbchen- und plättchenförmigen Füllstoffen müssen die Aspektverhältnisse beachtet werden.
Das Aspektverhältnis ist das Verhältnis der Hauptachse zur Nebenachse. Je höher das Aspektverhältnis des Füllstoffs ist, desto besser sind seine Eigenschaften. Andererseits besteht auch der Nachteil, dass der Füllstoff zur Aggregation neigt.
Zusammenfassung
Bei der Verwendung neuer Harze ist es wichtig, die Materialdaten vor der Analyse zu überprüfen. Die richtigen Kenntnisse über Materialdatenbanken und die Fähigkeit, Eigenschaftstabellen richtig zu lesen, erleichtern die Auswahl eines geeigneten Materials.
Auch bei der CAE-Analyse gilt: Je mehr geeignete Informationen verfügbar sind, desto genauer ist die Analyse. Um die Genauigkeit der Analyse zu verbessern, ist es ebenfalls wichtig, zu bestätigen, dass die Daten in der Materialdatenbank korrekt sind. Nutzen Sie die Materialdatenbank voll aus und wenden Sie sie beim Produktdesign an.
Nächster Teil: „So verwenden Sie die Ausgabeergebnisse“

Für weitere Informationen zu CAE kontaktieren Sie uns bitte.
CAE-Download-Folien

CAE-Anwendungsfallstudie

CAE-Dienstleistungen
Sonstiges








Ähnliche Informationen



