Produkte
Hervorragende Selbstschmiereigenschaften, Ermüdungsverhalten und Ölbeständigkeit. Es wird in Zahnrädern, Lagern, Fahrzeuginnenräumen und medizinischen Teilen verwendet.
![]()
NEUER SERVICE!
CAE-DienstleistungenBitte fordern Sie Sicherheitsdatenblätter und verschiedene Zertifikate über ein Handelsunternehmen oder andere Einkaufskanäle an.
PIM ist eine Technik zur Herstellung von Miniatur-Hochpräzisionsbauteilen aus Metall oder Keramik. Bei PIM wird zunächst ein Metall- oder Keramikpulver mit einem Bindemittel vermischt, dann spritzgegossen, von Bindemittelbestandteilen befreit und gesintert.
PIM wurde in den 1970er Jahren in den USA als fortschrittlicher Ansatz der Pulvermetallurgie zur Herstellung von Metallkomponenten entwickelt. Die Technik kombinierte herkömmliche Methoden der Pulvermetallurgie mit Spritzgusstechniken für Kunststoffe. Beim traditionellen Ansatz der Pulvermetallurgie, dem sogenannten Pressformen, wurden Metallpulver in Formen eingebracht, wodurch nur Komponenten mit relativ einfachen Formen hergestellt werden konnten. Im Gegensatz dazu werden Metallkomponenten beim PIM nach denselben Prinzipien hergestellt, die auch beim Spritzguss verwendet werden, wodurch die Massenproduktion komplex geformter Komponenten möglich ist.

Unter den verschiedenen Harzarten, die als PIM-Bindemittel verwendet werden, weist Polyacetal (auch bekannt als Polyoxymethylen oder POM) eine Reihe besonders wertvoller Eigenschaften auf: Es lässt sich leicht verarbeiten, bietet eine hohe Dimensionsstabilität und mechanische Festigkeit und liegt als kristallines Harz mit vielen physikalischen Eigenschaften vor, die über einen Temperaturbereich bis zum Schmelzpunkt stabil bleiben. Diese Eigenschaften von POM machen es zur ersten Wahl für die Spritzgussmodellierung von Präzisionsharzkomponenten wie Zahnrädern – und übertragen sich direkt auf den PIM-Bereich, wenn POM als Bindemittel verwendet wird.
Asahi Kasei bietet geeignete Bindemittelprodukte sowohl für die katalytische Entbinderung als auch für die thermische Entbinderung im Pulverspritzguss (PIM) an.
Zusätzlich zu Bindeharzen für die katalytische Entbinderung haben wir ein All-in-One-Bindemittel entwickelt, das sich für die Wärmeentfettung im Metallspritzguss (MIM) eignet.
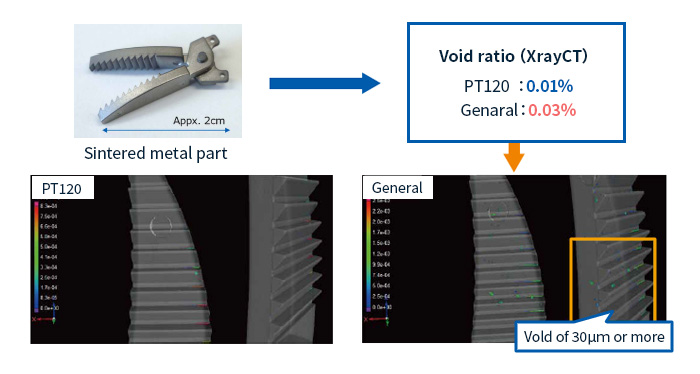
TENAC™-P PT120 ist eine als All-in-One-Bindemittel entwickelte Sorte, die sich für die thermische Entbinderung beim Metallspritzguss (MIM) eignet.
Mithilfe unserer Legierungstechnologie werden mehrere Harzarten aggregiert und dispergiert, um Hohlräume und Rückstände in Sinterteilen zu reduzieren.
Dieser Binder ist für dünne Formteile und medizinische Teile geeignet.
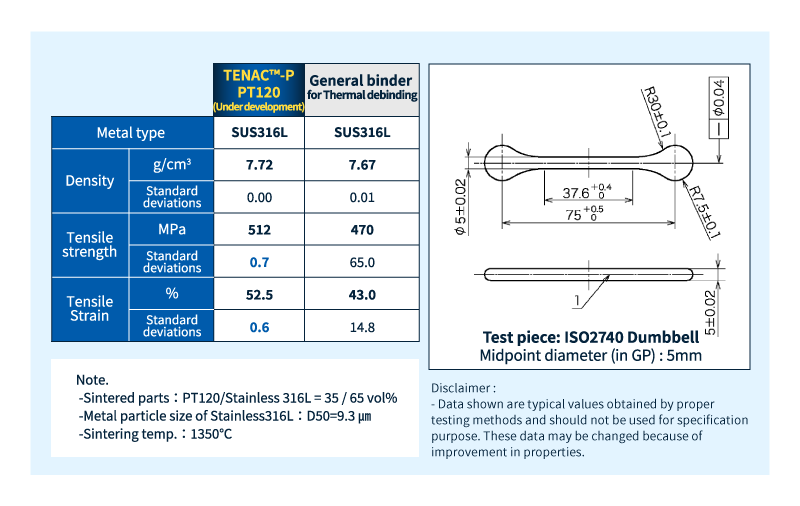
Wie in der folgenden Tabelle gezeigt, weisen mit TENAC™-P PT120 hergestellte Sinterpresslinge hervorragende mechanische Eigenschaften auf. Es können qualitativ hochwertige Sinterpresslinge mit geringen Schwankungen in der mechanischen Festigkeit hergestellt werden.
Wenn Sie ausführlichere Informationen oder Muster zu TENAC™-P TT120 benötigen, kontaktieren Sie uns bitte über die unten stehende Kontaktmöglichkeit.
TENAC™-C FF520 und FF52P sind Polyacetal-Copolymere mit ultrahoher Fluidität, die als Bindemittel für die katalytische Entbinderung beim Pulverspritzguss (PIM) entwickelt wurden.

Polyacetal (POM) wird häufig als Harzbestandteil von PIM-Bindemitteln verwendet, da POM selbst eine hohe Festigkeit besitzt und sich unter Einwirkung von Säure oder Hitze rückstandslos zersetzt.
TENAC™-C FF520 und FF52P kombinieren die überlegenen mechanischen Eigenschaften von POM mit dem Vorteil der ultrahohen Fließfähigkeit.
Allgemeine Eigenschaften von TENAC™-C FF520 und FF52P und jedem Harz
| Artikel | Test Methoden | Einheit | TENAC™-C FF52P |
TENAC™-C FF520 |
TENAC™-C 7520 |
HDPE* | PP* |
|---|---|---|---|---|---|---|---|
| Schmelzemassenfließrate (190℃, 2,16kg) |
ISO 1133 | g/10min | 120 | 120 | 30 | 40 | 75 (bei 230℃) |
| Dichte | ISO 1183 | g/cm3 | 1.41 | 1.41 | 1.41 | 0.96 | 0.90 |
| Schmelzpunkt | DSC | ℃ | 165 | 165 | 165 | 133 | 162 |
| Verbrennungsrückstände | TGA 500℃, unter N2 |
% | 0 | 0 | 0 | 0.5 | 0 |
| Elastizitätsmodul unter Spannung | ISO 527-1 | MPa | 2840 | 2840 | 2800 | 1000 | 1400 |
| Elastizitätsmodul bei Biegung | ISO 178 | MPa | 2810 | 2810 | 2600 | 1000 | 1300 |
| Charpy-Schlagzähigkeit (gekerbt) |
ISO 179 | kJ/m2 | 3 | 3 | 5 | 2.5 | 2 |
| Wärmeformbeständigkeitstemperatur unter Last (0,45 MPa) |
ISO75 | ℃ | 156 | 156 | 156 | 67 | 100 |
| Form | – | – | Pulver d50≒500㎛ |
Pellet | Pellet | Pellet | Pellet |
| eMarken | Ultrahoher Durchfluss | Ultrahoher Durchfluss | Ultrahoher Durchfluss | Referenzwert | Referenzwert |
*Gibt die Referenzwerte für die im PIM verwendeten Noten an.
Wir hoffen, dass Sie FF520 / FF52P von Asahi Kasei als ideale Lösung für Ihre Designanforderungen betrachten. Weitere Informationen finden Sie in den Folien, die Sie über den Download-Link unten erhalten. TENAC™-C FFF520 / FF52P als ideale Lösung für Ihre Designanforderungen. Weitere Informationen finden Sie in den Folien, die Sie über den Download-Link unten erhalten.
TENAC™-C FF520 / FF52P Folien herunterladen
PIM umfasst sowohl das Metallspritzgießen (MIM) auf Basis metallischer Pulver als auch das Keramikspritzgießen (CIM) auf Basis keramischer Pulver. In der Praxis sind beide Verfahren nahezu identisch.
Ein typischer PIM-Prozess, wobei hier beispielhaft von der Verwendung eines metallischen Pulvers (MIM) ausgegangen wird, läuft wie folgt ab.
Zunächst wird das Metallpulver mit einem Bindemittel (Kunststoff + Wachs) vermischt, um eine gleichmäßige Mischung zu erhalten, die zu einem Ausgangsmaterial mit guten Formbarkeitseigenschaften verarbeitet wird. Das pelletierte Ausgangsmaterial wird dann wie herkömmliche Kunststoffe in einer Spritzgussmaschine geformt. Die resultierenden Formteile werden erhitzt und mit Lösungsmitteln, Katalysatoren und anderen Mitteln behandelt, um die Bindemittel zu entfernen. Anschließend werden sie in einem Ofen gesintert, um hochpräzise Metallkomponenten zu erhalten. Die unmittelbar nach dem Spritzguss erhaltenen Formteile enthalten eine gewisse Konzentration an Bindeharzen, aber diese Bestandteile werden durch die Schritte der Bindemittelentfernung und des Sinterns entfernt, wodurch letztendlich Metallkörper mit komplizierten dreidimensionalen Formen entstehen, die denen beim Kunststoffspritzguss ähneln.

PIM ist eine Verarbeitungstechnik, die eine breite und wachsende Palette von Anforderungen abdeckt, darunter die Herstellung von Präzisionsinstrumenten, Elektro- und Kommunikationsgeräten, Automobilkomponenten und medizinischen Geräten. PIM formt im Wesentlichen metallische Komponenten nach dem gleichen Verfahren wie Kunststoffe und weist die folgenden Hauptmerkmale auf.
Als PIM-Bindemittel verwendete Harze müssen mehrere praktische Anforderungen erfüllen.

Produkte
Hervorragende Selbstschmiereigenschaften, Ermüdungsverhalten und Ölbeständigkeit. Es wird in Zahnrädern, Lagern, Fahrzeuginnenräumen und medizinischen Teilen verwendet.
Gerne nehmen wir auch Anfragen und Musterwünsche entgegen. Nehmen Sie gerne Kontakt mit uns auf.
Hier stellen wir Ihnen die technischen Kunststoffe und von Asahi Kasei genauer vor.
Wir liefern Produkt- und Brancheninformationen, die Sie bei Ihren Entscheidungen unterstützen.



