
- TOP
- Fundamentals of CAE
- Part 5: Material data used for injection molding analysis
Series: Fundamentals of CAE Analysis for Plastic Product Design
Part 5 Material data used for injection molding analysis
In this part , we will explain the material data (rheological properties, thermal properties, PVT properties, etc.) used for injection molding analysis.

Contents
| 1. Introduction |
| 2. Material data (Rheological properties, Thermal properties, PVT properties, Shrinkage properties, Material properties) |
| 3. For filler reinforcement |
| 4. Summary |
Introduction
In injection molding analysis, the accuracy of the analysis depends greatly on the accuracy of the material data. In general, calculations are based on the material property data registered in the analysis software database, but care must be taken with the reliability of the material data. The analysis software comes with a measurement report of material data, so it is necessary to consider whether the measurement report is reliable enough before the first analysis. In this article, we will explain the items and contents of the material data used in the injection molding analysis.
Material data
■ Rheological properties
Rheology is the study of the deformation and flow phenomena of objects. Rheology deals with properties intermediate between solids and liquids.
Since resin is made up of polymeric materials that are viscoelastic, it is hard but brittle under low-temperature or high-speed conditions, and viscous and soft under high-temperature or low-speed conditions, making it prone to permanent deformation.
Viscosity represents the stickiness of a fluid. If the viscosity is high, it will be thick and difficult to flow, and if it is low, it will be smooth and easy to flow. Rheology is necessary for handling viscosity. Also, shear rate (shear rate) is a value that indicates the amount of strain applied to an object.
・Viscosity data
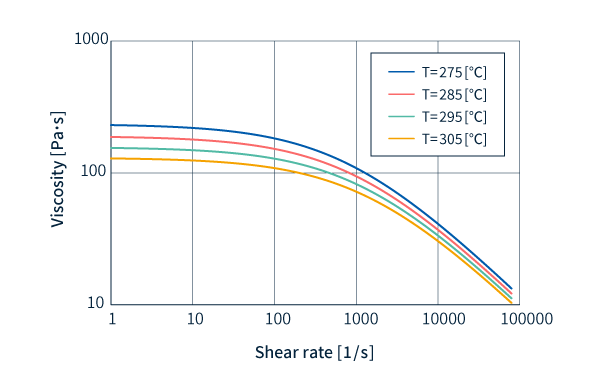 Figure 1 Viscosity data (Polyamide resin "LEONA™ 1402S")
Figure 1 Viscosity data (Polyamide resin "LEONA™ 1402S")
Fig. 1 shows the shear rate dependency (flow curve), with the viscosity on the vertical axis and the shear rate on the horizontal axis. It is used to evaluate the viscosity of materials in CAE analysis. Resins have temperature dependence and shear rate dependence of melt viscosity. In other words, since the viscosity changes depending on the shear rate and temperature, the ease of flow changes depending on how the resin flows, which is necessary for evaluating moldability.
・MFR (Melt Mass Flow Rate)
Melt mass flow rate is a numerical value that evaluates the flowability of molten plastic. The measurement method is to put molten plastic in a cylinder, push it out of a die (nozzle) with a piston under constant temperature and load conditions, and measure the mass discharged in 10 minutes. The higher the number, the higher the fluidity when melted, indicating that it flows easily (good moldability).
Care must be taken when making comparisons, as the temperature and load at the time of measurement may differ depending on the type of resin in the material data. It is important to compare and study the flowability in the low shear region and the data when actually molding.
■ Thermal properties (thermal properties)
Different types of plastics have different thermal properties. In addition, we have to consider that it changes with temperature.
· Specific heat
Specific heat is the amount of heat (energy) required to raise the unit temperature of a substance of unit mass. It is an index that expresses the “easiness of warming” and “hardness of cooling” of an object, and affects the speed at which the temperature changes.
The measurement method is the international standard "ISO11357-4 Plastics - Differential Scanning Calorimetry (DSC)".
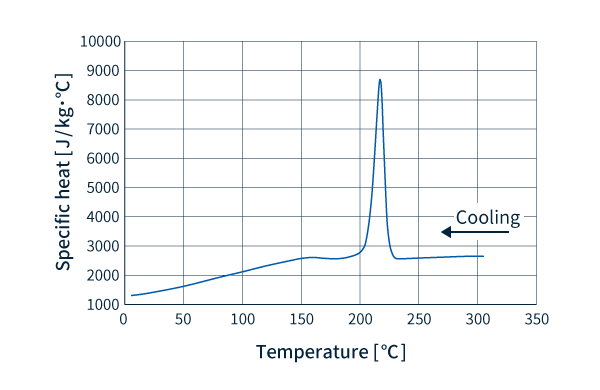 Figure 2. Specific heat data (Polyamide resin "LEONA™ 1402S")
Figure 2. Specific heat data (Polyamide resin "LEONA™ 1402S")
・Transition temperature
The physical properties of resins do not change in proportion to temperature, but they have the characteristic of changing material properties abruptly in a specific temperature range. The temperature range in which a sudden change occurs is called the transition temperature, and in particular, the temperature at which the molten state changes to the solid state (glass state) is called the glass transition temperature. (Part 2 Key Points of Plastic CAE "1. Types of Plastics [Thermoplastics]")
The measurement method is the international standard "ISO11357-3 Plastics - Differential Scanning Calorimetry (DSC)".
・Ejectable temperature
The temperature at which the molded product can be removed from the mold. After cooling, the molded product is removed with an ejector pin, but if the temperature does not drop sufficiently, there is a risk of deformation.
· Thermal conductivity
Thermal conductivity is a value that indicates the rate of heat transfer per unit length and unit temperature. The higher the thermal conductivity, the easier it is to conduct heat. In general, the thermal conductivity of resin is low, but thermal conductivity affects moldability in the molding process of melting resin and pouring it into a mold. Plastics have temperature dependence in which the thermal conductivity changes around the melting temperature and crystallization temperature, which is an important factor in CAE analysis.
The measurement method is the international standard "ISO22007-2 Transient plane heat source (hot disk) method".
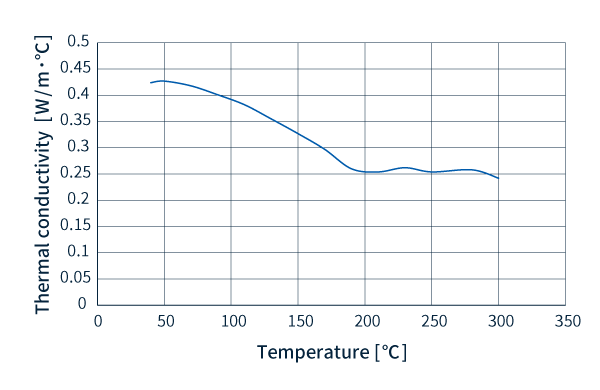 Figure 3. Thermal conductivity data (Polyamide resin "LEONA™ 1402S")
Figure 3. Thermal conductivity data (Polyamide resin "LEONA™ 1402S")


■ PVT characteristics
When injection molding resin, the resin is injected under high temperature and pressure into a cold mold and rapidly cooled to a solid state. At this time, volume reduction (contraction) occurs due to cooling. This behavioral change [P (pressure) - V (volume) - T (temperature)] relationship during cooling is called the PVT characteristic. Shrinkage in resin molding not only affects dimensional accuracy, but also causes molding defects such as sink marks and warpage due to uneven shrinkage.
PVT characteristic measurement methods include the piston method and the mercury method. In the piston method, melted resin is placed in a sample tube and pressurized with a piston, and pressure and temperature changes are measured against the specific volume at this time. In this method, gaps may occur due to shrinkage, so the sealing liquid method (mercury method) is sometimes used by encapsulating mercury and applying hydrostatic pressure to the sample.
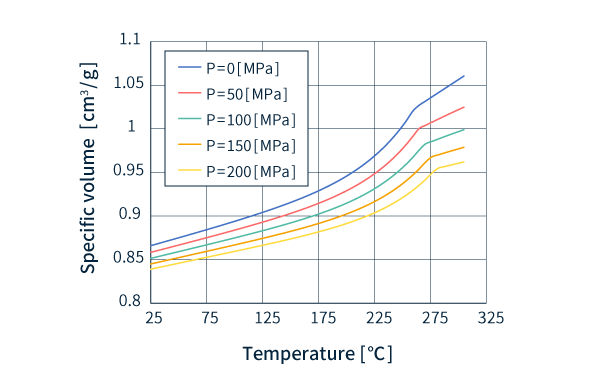 Figure 4. PVT property data (Polyamide resin "LEONA™ 1402S")
Figure 4. PVT property data (Polyamide resin "LEONA™ 1402S")
■ Shrinkage properties
The PVT properties cause the resin to shrink, but not evenly. Variation in shrinkage can cause molding defects such as sink marks, warping, and deformation. The molding shrinkage rate varies depending on various factors such as the thickness and shape of the molded product.
Therefore, the shrinkage characteristics are the data that increases the accuracy of resin shrinkage analysis by sorting the obtained volumetric shrinkage into in-plane shrinkage and plate thickness shrinkage, flow direction, and flow perpendicular direction.
■ Material properties
Physical properties are the physical properties of materials. Knowing physical properties such as density and specific gravity is important in selecting plastic materials.
In CAE analysis, Young's modulus and Poisson's ratio are particularly required when examining material stress.
· Young's modulus
Young's modulus is also known as longitudinal modulus (elongation modulus). It is a coefficient that indicates the relationship between stress and strain of an object when a tensile test is performed on the object.
・Poisson's ratio
Poisson's ratio is the ratio of strain in the longitudinal and transverse directions that occurs when a force is applied to an object. Since the Young's modulus is a modulus in the longitudinal direction (tensile direction), the lateral direction can be obtained from the Poisson's ratio, and the physical properties of the material such as stress and strain of the object can be obtained. The rate of change differs depending on the material. It is necessary for strength calculation etc. in CAE analysis.
・Linear expansion coefficient
The coefficient of linear expansion is the rate of expansion and contraction per unit length of an object when its temperature changes.
Objects expand or contract when their temperature changes. Since the degree of stress varies depending on the material, thermal stress is generated due to differences in the amount of expansion and contraction in parts that are made by joining different materials, causing deformation and cracks. The coefficient of linear expansion must be considered when designing parts that bond resin and metal or different types of resin.
For filler reinforcement
Fillers have effects such as increasing strength and heat resistance by adding them to resins and mixing them in . Fiber-based fillers such as carbon fiber and glass-fiber are typical examples. Adding a fiber-based filler reduces the molding shrinkage and the coefficient of linear expansion. On the other hand, fibers are more likely to be oriented in the direction of flow, and their properties change, such as increased anisotropy.
·mixing ratio
The physical properties also change depending on how much filler is mixed into the resin. The higher the filler content, the higher the functionality (electrical conductivity, thermal conductivity, etc.), but the moldability tends to decrease and processing becomes more difficult.
It is important to know how much filler is in the material you are using.
·aspect ratio
Aspect ratios must be considered for rod-shaped and flake-shaped fillers.
The aspect ratio is the ratio of the major axis to the minor axis, and there is a tendency that the higher the aspect ratio of the filler, the higher the properties. On the other hand, there is also a disadvantage that the filler tends to aggregate.
Summary
When using new resins, it is important to check the material data prior to analysis. Having correct knowledge about material databases and being able to read property tables correctly is a shortcut to selecting an appropriate material.
In CAE analysis as well, the more appropriate information is available, the more accurate the analysis will be. Confirming whether the data in the material database is correct is also important for improving the accuracy of the analysis. Make full use of the material database and apply it to product design.
Next Part: " how to use the output results "

For more information about CAE, please contact us.
CAE Download Slides

CAE Application Case Study

CAE Services
Others








Related information



