
- ARRIBA
- Fundamentos de CAE
- Parte 5: Datos de materiales utilizados para el análisis del moldeo por inyección
Serie: Fundamentos del análisis CAE para el diseño de productos plásticos
Parte 5 Datos de materiales utilizados para el análisis de moldeo por inyección
En esta parte, explicaremos los datos del material (propiedades reológicas, propiedades térmicas, propiedades PVT, etc.) utilizados para el análisis de moldeo por inyección.
Fecha de actualización:
2023.04.13
|Fecha de lanzamiento:
2023.04.13

Contenido
| 1. Introducción |
| 2. Datos del material (propiedades reológicas, propiedades térmicas, propiedades PVT, propiedades de contracción, propiedades del material) |
| 3. Para refuerzo de relleno |
| 4. Resumen |
Introducción
En el análisis de moldeo por inyección, la precisión del análisis depende en gran medida de la precisión de los datos del material. En general, los cálculos se basan en los datos de las propiedades del material registrados en la base de datos del software de análisis, pero se debe tener cuidado con la fiabilidad de los datos del material. El software de análisis viene con un informe de medición de los datos del material, por lo que es necesario considerar si el informe de medición es lo suficientemente fiable antes del primer análisis. En este artículo, explicaremos los elementos y el contenido de los datos del material utilizados en el análisis de moldeo por inyección.
Datos del material
■ Propiedades reológicas
La reología es el estudio de los fenómenos de deformación y flujo de los objetos. La reología se ocupa de las propiedades intermedias entre los sólidos y los líquidos.
Dado que la resina está compuesta de materiales poliméricos que son viscoelásticos, es dura pero quebradiza en condiciones de baja temperatura o alta velocidad, y viscosa y blanda en condiciones de alta temperatura o baja velocidad, lo que la hace propensa a la deformación permanente.
La viscosidad representa la pegajosidad de un fluido. Si la viscosidad es alta, será espeso y difícil de fluir, y si es baja, será suave y fácil de fluir. La reología es necesaria para manejar la viscosidad. Además, la velocidad de corte (velocidad de corte) es un valor que indica la cantidad de tensión aplicada a un objeto.
・Datos de viscosidad
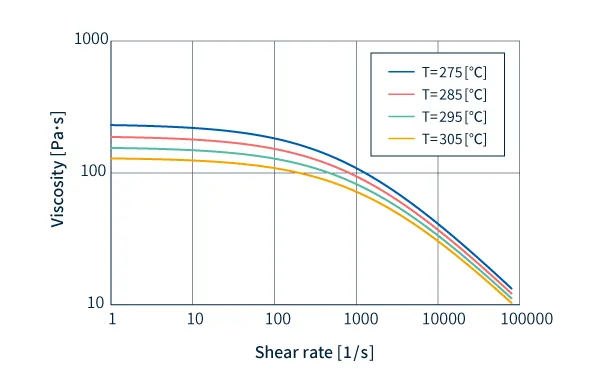 Figura 1 Datos de viscosidad (resina de poliamida "LEONA™ 1402S")
Figura 1 Datos de viscosidad (resina de poliamida "LEONA™ 1402S")
La figura 1 muestra la dependencia de la velocidad de corte (curva de flujo), con la viscosidad en el eje vertical y la velocidad de corte en el eje horizontal. Se utiliza para evaluar la viscosidad de los materiales en el análisis CAE. Las resinas tienen dependencia de la temperatura y de la velocidad de corte de la viscosidad de la masa fundida. En otras palabras, dado que la viscosidad cambia según la velocidad de corte y la temperatura, la facilidad de flujo cambia según cómo fluye la resina, lo que es necesario para evaluar la moldeabilidad.
・MFR (tasa de flujo másico de fusión)
El índice de fluidez de la masa fundida es un valor numérico que evalúa la fluidez del plástico fundido. El método de medición consiste en colocar el plástico fundido en un cilindro, empujarlo hacia afuera de una boquilla (boquilla) con un pistón en condiciones de temperatura y carga constantes, y medir la masa descargada en 10 minutos. Cuanto mayor sea el número, mayor será la fluidez al fundirse, lo que indica que fluye fácilmente (buena moldeabilidad).
Se debe tener cuidado al hacer comparaciones, ya que la temperatura y la carga en el momento de la medición pueden diferir según el tipo de resina en los datos del material. Es importante comparar y estudiar la fluidez en la región de bajo esfuerzo cortante y los datos durante el moldeo real.
■ Propiedades térmicas (propiedades térmicas)
Los distintos tipos de plásticos tienen diferentes propiedades térmicas. Además, hay que tener en cuenta que estas cambian con la temperatura.
· Calor específico
El calor específico es la cantidad de calor (energía) necesaria para elevar la temperatura unitaria de una sustancia de masa unitaria. Es un índice que expresa la “facilidad de calentamiento” y la “dificultad de enfriamiento” de un objeto, y afecta la velocidad a la que cambia la temperatura.
El método de medición es el estándar internacional "ISO11357-4 Plásticos - Calorimetría diferencial de barrido (DSC)".
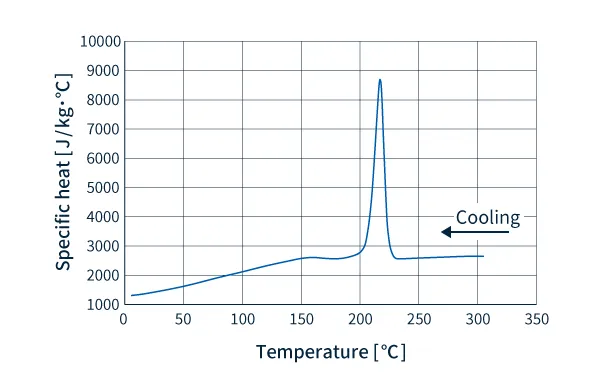 Figura 2. Datos de calor específico (resina de poliamida "LEONA™ 1402S")
Figura 2. Datos de calor específico (resina de poliamida "LEONA™ 1402S")
・Temperatura de transición
Las propiedades físicas de las resinas no cambian en proporción a la temperatura, pero tienen la característica de cambiar las propiedades del material de manera abrupta en un rango de temperatura específico. El rango de temperatura en el que se produce un cambio repentino se denomina temperatura de transición y, en particular, la temperatura en la que el estado fundido cambia al estado sólido (estado vítreo) se denomina temperatura de transición vítrea. (Parte 2 Puntos clave de la CAE de plásticos "1. Tipos de plásticos [termoplásticos]")
El método de medición es el estándar internacional "ISO11357-3 Plásticos - Calorimetría diferencial de barrido (DSC)".
・Temperatura de expulsión
Temperatura a la que se puede extraer el producto moldeado del molde. Después de enfriarse, el producto moldeado se retira con un expulsor, pero si la temperatura no baja lo suficiente, existe el riesgo de deformación.
· Conductividad térmica
La conductividad térmica es un valor que indica la tasa de transferencia de calor por unidad de longitud y unidad de temperatura. Cuanto mayor sea la conductividad térmica, más fácil será conducir el calor. En general, la conductividad térmica de la resina es baja, pero la conductividad térmica afecta la moldeabilidad en el proceso de moldeo de fusión de la resina y vertido en un molde. Los plásticos tienen dependencia de la temperatura en la que la conductividad térmica cambia alrededor de la temperatura de fusión y la temperatura de cristalización, lo que es un factor importante en el análisis CAE.
El método de medición es el estándar internacional "Método de fuente de calor de plano transitorio (disco caliente) ISO22007-2".
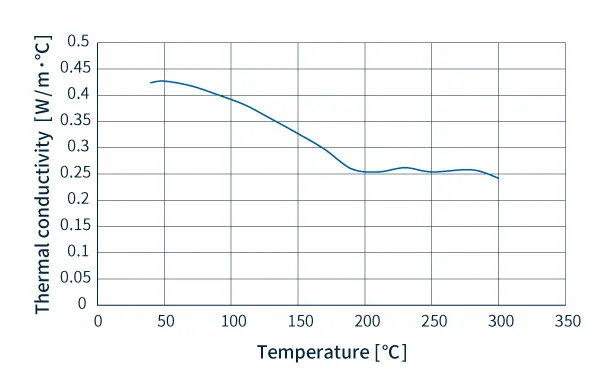 Figura 3. Datos de conductividad térmica (resina de poliamida "LEONA™ 1402S")
Figura 3. Datos de conductividad térmica (resina de poliamida "LEONA™ 1402S")

■ Características del PVT
En el moldeo por inyección de resina, esta se inyecta a alta temperatura y presión en un molde frío y se enfría rápidamente hasta alcanzar un estado sólido. En este momento, se produce una reducción de volumen (contracción) debido al enfriamiento. Este cambio de comportamiento [P (presión) - V (volumen) - T (temperatura)] durante el enfriamiento se denomina característica PVT. La contracción en el moldeo de resina no solo afecta la precisión dimensional, sino que también provoca defectos de moldeo, como marcas de hundimiento y deformaciones debido a una contracción desigual.
Los métodos de medición característicos de PVT incluyen el método del pistón y el método del mercurio. En el método del pistón, se coloca resina fundida en un tubo de muestra y se presuriza con un pistón, y se miden los cambios de presión y temperatura en relación con el volumen específico en este momento. En este método, pueden producirse huecos debido a la contracción, por lo que a veces se utiliza el método del líquido de sellado (método del mercurio) encapsulando mercurio y aplicando presión hidrostática a la muestra.
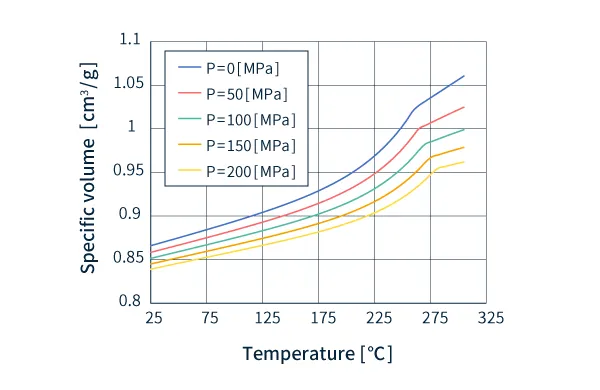 Figura 4. Datos de propiedades PVT (resina de poliamida "LEONA™ 1402S")
Figura 4. Datos de propiedades PVT (resina de poliamida "LEONA™ 1402S")
■ Propiedades de contracción
Las propiedades del PVT hacen que la resina se contraiga, pero no de manera uniforme. La variación en la contracción puede causar defectos de moldeo, como marcas de hundimiento, deformaciones y alabeos. La tasa de contracción del moldeo varía según diversos factores, como el grosor y la forma del producto moldeado.
Por lo tanto, las características de contracción son los datos que aumentan la precisión del análisis de contracción de resina al clasificar la contracción volumétrica obtenida en contracción en el plano y contracción del espesor de la placa, dirección del flujo y dirección perpendicular del flujo.
■ Propiedades del material
Las propiedades físicas son las propiedades físicas de los materiales. Conocer las propiedades físicas, como la densidad y la gravedad específica, es importante para seleccionar materiales plásticos.
En el análisis CAE, el módulo de Young y el coeficiente de Poisson son particularmente necesarios cuando se examina la tensión del material.
· Módulo de Young
El módulo de Young, también conocido como módulo longitudinal (módulo de alargamiento), es un coeficiente que indica la relación entre la tensión y la deformación de un objeto cuando se le realiza una prueba de tracción.
・Coeficiente de Poisson
El coeficiente de Poisson es la relación entre la deformación en las direcciones longitudinal y transversal que se produce cuando se aplica una fuerza a un objeto. Dado que el módulo de Young es un módulo en la dirección longitudinal (dirección de tracción), la dirección lateral se puede obtener a partir del coeficiente de Poisson y se pueden obtener las propiedades físicas del material, como la tensión y la deformación del objeto. La tasa de cambio varía según el material. Es necesaria para el cálculo de la resistencia, etc. en el análisis CAE.
・Coeficiente de expansión lineal
El coeficiente de expansión lineal es la tasa de expansión y contracción por unidad de longitud de un objeto cuando su temperatura cambia.
Los objetos se expanden o contraen cuando cambia su temperatura. Como el grado de tensión varía según el material, la tensión térmica se genera debido a las diferencias en la cantidad de expansión y contracción en piezas que se realizan uniendo materiales diferentes, lo que provoca deformaciones y grietas. El coeficiente de expansión lineal debe considerarse al diseñar piezas que unen resina y metal o diferentes tipos de resina.
Para refuerzo de relleno
Los rellenos tienen efectos tales como aumentar la resistencia y la resistencia al calor al agregarlos a las resinas y mezclarlos en . Los rellenos a base de fibra, como la fibra de carbono y la fibra de vidrio, son ejemplos típicos. Agregar un relleno a base de fibra reduce la contracción de moldeo y el coeficiente de expansión lineal. Por otro lado, es más probable que las fibras se orienten en la dirección del flujo y sus propiedades cambien, como el aumento de la anisotropía.
·proporción de mezcla
Las propiedades físicas también cambian según la cantidad de relleno que se mezcle con la resina. Cuanto mayor sea el contenido de relleno, mayor será la funcionalidad (conductividad eléctrica, conductividad térmica, etc.), pero la moldeabilidad tiende a disminuir y el procesamiento se vuelve más difícil.
Es importante saber cuánta cantidad de relleno hay en el material que estás utilizando.
· relación de aspecto
Se deben tener en cuenta las relaciones de aspecto para los rellenos en forma de varilla y de escamas.
La relación de aspecto es la relación entre el eje mayor y el eje menor, y existe una tendencia a que cuanto mayor sea la relación de aspecto del relleno, mejores serán las propiedades. Por otro lado, también existe una desventaja: el relleno tiende a agregarse.
Resumen
Al utilizar resinas nuevas, es importante comprobar los datos del material antes del análisis. Tener un conocimiento correcto sobre las bases de datos de materiales y poder leer las tablas de propiedades correctamente es un atajo para seleccionar un material adecuado.
En el análisis CAE, cuanto más adecuada sea la información disponible, más preciso será el análisis. Confirmar si los datos de la base de datos de materiales son correctos también es importante para mejorar la precisión del análisis. Aproveche al máximo la base de datos de materiales y aplíquela al diseño de productos.
Parte siguiente: "Cómo utilizar los resultados de salida"

Para obtener más información sobre CAE, contáctenos.
Descargar diapositivas CAE

Caso práctico de aplicación CAE

Servicios CAE
Otros








Información relacionada



