解析事例事例
解析事例可塑化条件不良による物性不具合
解析依頼内容
引張降伏強度、引張破断伸度等の物性低下原因を解析して下さい。
解析方法
STEP1 走査型電子顕微鏡解析
走査型電子顕微鏡で成形品表面を観察し、溶融不良異物を特定した(右図)。

STEP2 偏光顕微鏡解析
走査型電子顕微鏡で成形品表面を観察し、溶融不良異物を特定した(右図)。
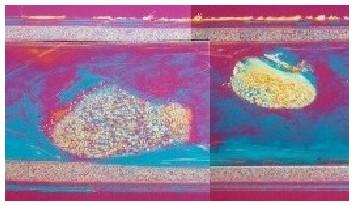
1.偏光顕微鏡で溶融不良部位を解析し、以下のような結果が得られた。
2.成形品のわずかな部位には球晶が見られるが、中心部位には球晶が見られない。
成形品内部のある部位には、球晶化した特定部位が見られる(右図)。
解析結果
1.原料の溶融不良
溶融不良部位は、成形時溶融しなかった原料樹脂ペレットであることが判明した。
2.可塑化条件の不良
結晶性樹脂の結晶化が不十分であった原因として、樹脂温度が低かったか、もしくは成形機のスクリュー回転数が低かったことが考えられる。
参考技術情報
溶融不良品の引張降伏強度および伸度の低下
| 単位 | 溶融不良品 | 正常成形品 | |
| 引張降伏強度 | MPa | 32 | 78 |
| 引張破断伸度 | % | 1.5 | 56 |
解析事例レオナ™1300Sのボイド発生による物性不具合
解析依頼内容
製品が破壊した原因を解析して下さい。
解析方法
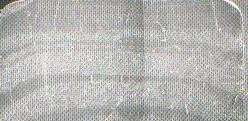
走査型電子顕微鏡解析を行ったところ、成形肉厚部にボイドがあり、応力がかかった場合の破壊開始点になることが解かった。

解析結果
ボイドの発生によって破壊したことが解かった。
ボイドの発生防止対策としては、以下の方法が挙げられる。
1.射出圧力を高め、射出時間を長くする
2.金型ガス抜き機能の改善
3.肉圧部を設けず、リブ補強タイプとする
4.ゲート径を太くする
参考技術情報
ボイド発生品の引張破断伸度の低下
| 単位 | ボイド発生品 | 正常成形品 | |
| 引張降伏強度 | MPa | 77 | 78 |
| 引張破断伸度 | % | 14.6 | 56 |
解析事例レオナ™1300Sの破断面解析
解析依頼内容
レオナ™1300Sの破断面解析を行い、破壊の原因を特定して下さい。
解析方法
走査型電子顕微鏡解析
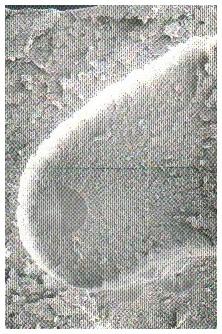
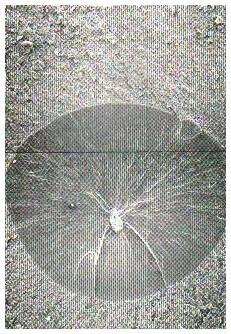
レオナ™成形品の2種類の破断面A、Bに対して、走査型電子顕微鏡解析を行ったところAでは図A、Bでは図Bのような現象が観察された。


解析結果
A.引張破断条件下での破壊
写真Aでは、延性破壊部と脆性破壊部が明確であることから、引張破断条件下で破壊がおきたものと考えられる。
B.ノッチ部からの破壊
写真Bでは、破壊面応力の伝播跡と破壊開始点が明確であることから、ノッチ部から破壊が起きたものと考えられる。
解析事例テナック™の破断面解析
解析依頼内容
テナック™成形品の異なる環境負荷下での破壊挙動を解析して下さい。
<解析方法>
走査型電子顕微鏡解析
テナック™成形品の3種類の破断面A:振動疲労破壊、B:繰り返し衝撃破壊、C:熱エージングによる破壊 に対して、走査型電子顕微鏡解析を行ったところ、それぞれ図A、図B、図C-1、2のような現象が観察された。
解析結果
A 振動疲労破壊
破壊起点は明確ではないが、繰り返し疲労による縞模様(ストライエーション)が見られた。

B 繰り返し衝撃破壊
大きな縞模様が観察される。線の幅の狭い部分は、繰り返し応力が集中している部分。広い部分は、破壊が急速に進展していると考えられる。
C 熱エージングによる破壊
熱劣化の程度により、破壊開始点(ディプル)が多くなり、さらに破面全体肌荒れが多くなっている。