製品
自己潤滑性、疲労特性、耐油性に優れます。歯車や軸受、自動車内装、医療部品等に採用されています。
![]()
SDS・各種化学物質調査のお問い合わせは
お取引商社様経由など
購入ルートに沿ってのご依頼をお願いしております。
ご了承とご協力のほどお願いいたします。
粉末射出成形 (Powder Injection Molding : PIM) とは、金属又はセラミックの粉末にバインダーを加えて射出成形した後、脱脂・焼結することで小型かつ高精度の金属・セラミック部品を製造する技術です。
粉末冶金を発展させた金属部品製造方法の1つで、1970年代にアメリカで開発されました。従来の金属粉末治金法とプラスチック射出成形法を組み合わせたものです。従来の粉末冶金は「プレス成形」と呼ばれ、金属粉を金型に入れて比較的簡単な形状の部品を成形するものでした。これに対してPIMでは、射出成形と同じ原理で金属を成形することにより、形状が複雑な部品を大量生産することができます。

PIM のバインダーとして用いられる樹脂の中でも、ポリアセタール (POM、ポリオキシメチレン) 樹脂は、加工性・寸法安定性・機械強度に優れ、融点を超えるまで各種物性が安定的な結晶性樹脂です。ギア等の精密樹脂部品の射出成形で主に用いられる材料ですが、この特性をそのままPIMに活かすことができます。
旭化成は、粉末射出成形(PIM)において、酸脱脂向け・加熱脱脂向けに好適なバインダー関連製品をご提案いたします。
酸脱脂向けバインダー樹脂に加え、金属射出成形(MIM)の加熱脱脂向けに好適なオールインワンバインダーを開発しました。
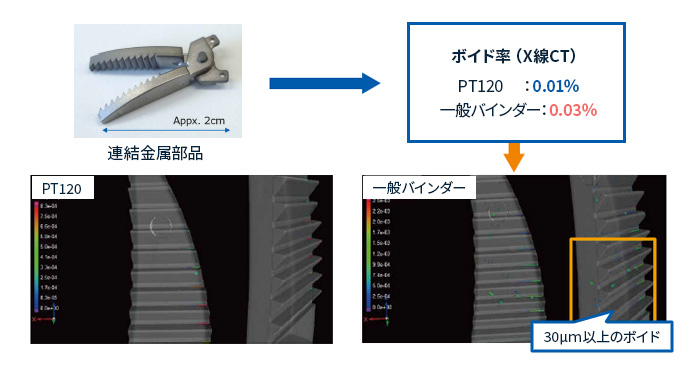
テナック™-P PT120は、金属射出成形(MIM) において、加熱脱脂に好適なオールインワンバインダーとして開発されたグレードです。
旭化成のプラスチック事業で培ったアロイ技術を用いて、複数種の樹脂を分散させることで、焼結体のボイド・残渣を低減しました。
小物複雑形状部品や医療機器部品などに使用されることの多い加熱脱脂に好適なグレードです。
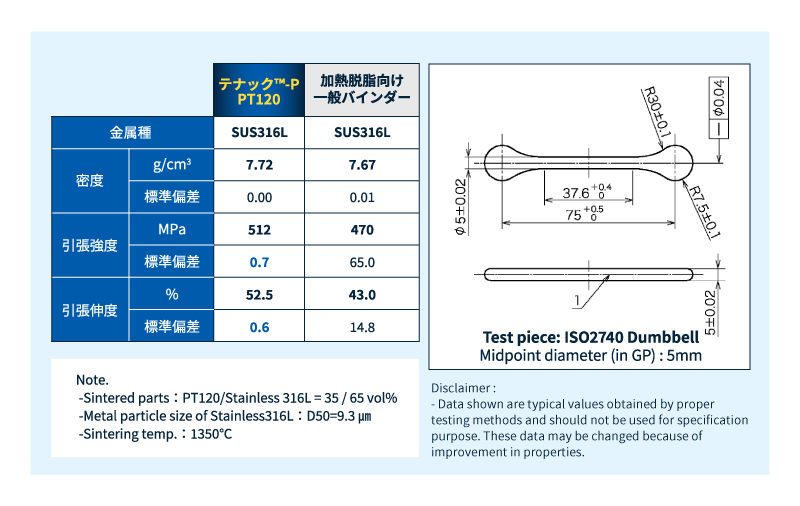
下表のとおり、テナック™-P PT120を用いて作製した焼結体は、高い機械物性を有します。機械強度のばらつきも少なく、高品質な焼結体を得ることができます。
旭化成のテナック™-P PT120について、より詳細な情報やサンプル提供をご要望の場合は、下記よりお問い合わせください。
テナック™-C FF520・FF52Pは、粉末射出成形 (PIM) のバインダー用樹脂として開発された超高流動なポリアセタールコポリマーです。

PIM技術においてポリアセタール (POM) は、POM自体の高い強度と、酸や熱により残渣なく分解される特長から、バインダーを構成する樹脂として用いられています。
テナック™-C FF520・FF52Pは、POMの優れた機械特性を維持しつつ、非常に高い流動性を有しています。
【テナック™-C FF520・FF52Pと、PIMで用いられる各樹脂の一般物性(参考値)の比較】
| 項目 | 試験方法 | 単位 | テナック™-C FF52P |
テナック™-C FF520 |
テナック™-C 7520 |
HDPE* | PP* |
|---|---|---|---|---|---|---|---|
| メルトマスフローレイト (190℃, 2.16kg) |
ISO 1133 | g/10min | 120 | 120 | 30 | 40 | 75 (230℃時) |
| 密度 | ISO 1183 | g/cm3 | 1.41 | 1.41 | 1.41 | 0.96 | 0.90 |
| 融点 | DSC | ℃ | 165 | 165 | 165 | 133 | 162 |
| 焼却残渣 | TGA 500℃,N2下 |
% | 0 | 0 | 0 | 0.5 | 0 |
| 引張弾性率 | ISO 527-1 | MPa | 2840 | 2840 | 2800 | 1000 | 1400 |
| 曲げ弾性率 | ISO 178 | MPa | 2810 | 2810 | 2600 | 1000 | 1300 |
| シャルピー衝撃強さ (ノッチ付き) |
ISO 179 | kJ/m2 | 3 | 3 | 5 | 2.5 | 2 |
| 荷重たわみ温度 (0.45MPa) |
ISO75 | ℃ | 156 | 156 | 156 | 67 | 100 |
| 形状 | – | – | 粉末 d50≒500㎛ |
ペレット | ペレット | ペレット | ペレット |
| 参考 | 超高流動 | 超高流動 | 超高流動 | 参考値 | 参考値 |
*PIMで用いられるグレードの参考値を記載
課題解決に、旭化成のテナック™-C FF520・FF52Pを是非ご検討下さい。
より詳細な情報は、下記のダウンロード資料をご覧ください。
PIMの中でも、金属粉末を用いるものを「Metal Injection Molding (MIM)」、セラミック粉末を用いるものを「Ceramics Injection Molding (CIM)」と呼びます。MIMとCIMの工程は、ほぼ同じです。
ここでは、PIMのプロセスについて、金属粉末を用いる場合 (MIM) を例にご説明します。
まず、金属粉末とバインダー (プラスチック+ワックス) を均一に混練し、成形性の良いフィードストックへとコンパウンドします。次に、ペレタイズしたフィードストックを通常のプラスチックと同様に射出成形機で成形します。得られた成形体を加熱、溶媒、触媒等により脱脂し、バインダーを取り除きます。最後に焼結炉内で焼結することで、高精度な金属部品を得ることができます。射出成形直後の成形体は樹脂分を一定量含んでいますが、脱脂・焼結後はバインダー成分が取り除かれるため、プラスチックの射出成形と同様に複雑な三次元形状の金属部品を得ることができます。

PIMは、精密機器、電気・通信機器、さらに自動車や医療機器など幅広い分野において応用の可能性があるため、ニーズが拡大している加工方法です。金属製品をプラスチックと同じ成形方法で製造できることから、以下の特徴があります。
PIMのバインダーに用いられる樹脂に求められるポイントは、下記です。




